新浪微博
新浪微博 腾讯微博
腾讯微博

大连铸铁平台上机床铸件冷隔和浇不到的3个解决方法
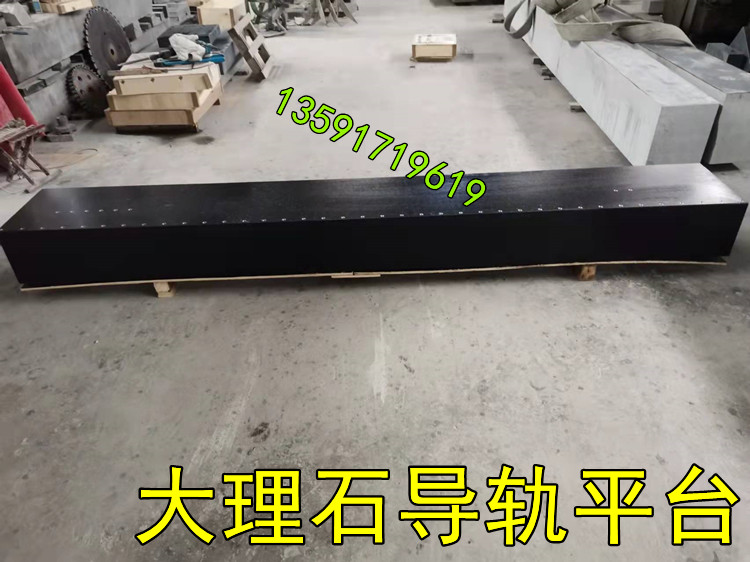
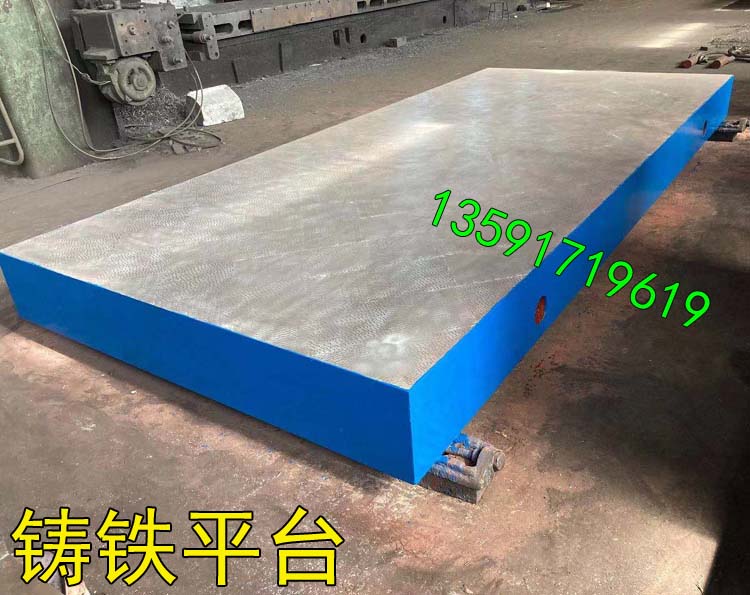
铸铁平板又称大连铸铁平台,外观基本上是箱体式,工作面有长方形、正方形、圆形等,材料为HT200-300,QT400-600,采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。
通常来说在大连铸铁平台上操作的机床铸件上有未完全的缝隙,其交接边缘是圆滑的这种缝隙称冷隔。机床铸件局部为充满,机床铸件缺肉,末端呈圆弧称浇不到。干沙实型铸造特别是无负压情况下浇注铁合金是,机床铸件很容易出现冷隔和浇不到缺陷,造成机床铸件报废。
泡沫型被加热、fenjie、fenjie产物又被加热到金属液的温du需要吸收热量,从而使金属液降温;另外,fenjie气体了液体金属充型的阻力。这两个原因使的金属液体流动性大大降低,这是产生冷隔和浇不到的主要原因。
此外,浇注方案、浇注系统结构及浇注操作对产生冷隔、浇不到也有一定影响。
大连铸铁平台上的机床铸件防止措施:①提高金属液浇注温du。实型铸造浇注温du应比同样条件下砂型铸造浇注温du至少提高30℃,一般建议提高30~50摄氏du。
②浇注时施以一定负压。在型壁负压下浇注可降低金属液充型时气体的阻力,当泡沫型质量较好,密du小而强du高、发气量小时,浇注铝合金铸件可以不用负压浇注。当泡沫型质量差时,浇注铸件时需要负压。浇注机床铸件时一般均都采用负压浇注。
③选择合理的浇注方案和浇注系统结构。如采用顶注试浇注系统,空心直浇道,尽量减短浇注系统总长du,让金属液流程缩短,充型过程流畅,以防止冷隔和浇不到缺陷。